A adesão da primeira camada é, sem dúvida, o alicerce de qualquer impressão 3D bem-sucedida. Negligenciá-la é como construir uma casa sobre areia movediça. Por isso, a escolha da plataforma de impressão — a superfície onde o filamento é depositado — é uma decisão crucial que afeta diretamente a qualidade, a confiabilidade e até mesmo o seu prazer na impressão. No universo da impressão 3D, duas opções se destacam como as mais populares: a mesa de vidro e a superfície PEI magnética. Mas, qual delas é a melhor para você e seus projetos? E como garantir que, independentemente da escolha, sua primeira camada seja impecável?
Aqui no One One Man, acreditamos que a informação detalhada e as experiências práticas são o caminho para o sucesso na impressão 3D. Assim como discutimos sobre como escolher o filamento ideal, entender a sua superfície de impressão é igualmente vital. Neste guia aprofundado, exploraremos as características de cada tipo de plataforma, suas vantagens, desvantagens e, o mais importante, como otimizar cada uma para obter os melhores resultados. Prepare-se para desmistificar o nivelamento de cama, a calibração de mesa 3D e garantir aquela primeira camada perfeita que tanto buscamos.
Sumário
- Introdução às Plataformas de Impressão 3D: A Base de Tudo
- Mesa de Vidro: Tradicional, Estável e Acessível
- Superfície PEI Magnética: A Inovação Flexível
- Comparativo Detalhado: Vidro vs. PEI Magnética
- Dicas Essenciais para uma Primeira Camada Perfeita em Qualquer Plataforma
- FAQ: Perguntas Frequentes sobre Plataformas de Impressão
- Conclusão
Introdução às Plataformas de Impressão 3D: A Base de Tudo
A superfície de impressão é mais do que apenas um ponto de apoio para sua peça; ela é um componente ativo no processo de construção. A maneira como o filamento adere a ela, a facilidade de remoção da peça após a impressão e a durabilidade da superfície são fatores que impactam diretamente sua experiência. Desde as primeiras impressoras 3D caseiras, a evolução dessas plataformas tem sido constante, sempre buscando resolver o dilema da adesão e remoção da peça.
No início, superfícies como fita kapton ou fita crepe azul eram comuns. Embora funcionais, exigiam constante substituição e eram propensas a imperfeições. Com o tempo, o vidro temperado se tornou o padrão ouro para muitos, oferecendo uma superfície plana e durável. Mais recentemente, a popularidade das placas de PEI (Polyetherimide) flexíveis e magnéticas revolucionou a forma como interagimos com nossas impressoras, simplificando o processo de remoção das peças e oferecendo adesão consistente para diversos materiais. Escolher a plataforma certa, e saber como usá-la, é um passo fundamental para evitar problemas comuns de impressão.
Mesa de Vidro: Tradicional, Estável e Acessível
A mesa de vidro (geralmente vidro borossilicato ou vidro comum com espessura adequada) é uma escolha clássica e robusta para muitos entusiastas da impressão 3D. Sua popularidade reside em suas propriedades distintas e sua simplicidade.
Vantagens da Mesa de Vidro
- Nivelamento Excepcional: O vidro é inerentemente plano e rígido. Isso se traduz em uma superfície de impressão extremamente nivelada e uniforme, crucial para a primeira camada. A ausência de deformações garante que o bico esteja sempre à mesma distância da mesa, minimizando a necessidade de calibração de mesa 3D constante.
- Durabilidade e Desgaste Mínimo: O vidro é resistente a arranhões e não se desgasta com o uso contínuo do bico, ao contrário de algumas superfícies mais macias. Com a manutenção adequada, uma mesa de vidro pode durar anos.
- Versatilidade com Adesivos: Embora o vidro puro possa não oferecer adesão suficiente para todos os filamentos, ele serve como uma base excelente para diversos adesivos. Lacas, cola bastão (PVA), fitas e até mesmo chapas finas de PEI podem ser aplicadas diretamente no vidro para melhorar a adesão. Essa flexibilidade permite adaptar a superfície a diferentes materiais como PLA, ABS e PETG.
- Custo-Benefício: Geralmente, é a opção mais econômica, especialmente se considerarmos a substituição. Pequenos pedaços de vidro temperado são relativamente baratos e fáceis de encontrar.
- Acabamento Inferior Liso: Para impressões que não exigem adesivos, o vidro puro pode proporcionar um acabamento espelhado e muito liso na base da peça, o que é esteticamente desejável para certos modelos.
Desvantagens da Mesa de Vidro
- Adesão Variável sem Suporte: Embora forneça uma superfície plana, o vidro nu geralmente não oferece adesão suficiente para a maioria dos filamentos sem a aplicação de um agente adesivo. Isso significa um passo extra antes de cada impressão.
- Remoção da Peça: Dependendo do agente adesivo e do filamento, a remoção da peça pode exigir mais força, uma espátula afiada e paciência. Peças muito grandes ou com muita área de contato podem ser particularmente difíceis de soltar sem danificar a peça ou a mesa.
- Tempo de Aquecimento: O vidro possui capacidade térmica elevada. Isso significa que ele demora mais para atingir a temperatura de impressão desejada e para esfriar após a impressão. Para quem busca otimização de tempo de impressão, essa pode ser uma desvantagem.
- Risco de Quebra: Embora seja temperado, o vidro ainda é vidro. Quedas, impactos acidentais ou uso incorreto de espátulas podem resultar em quebra, o que pode ser perigoso.
- Manutenção de Adesivos: O uso de cola ou laca exige limpeza regular da superfície para remover resíduos, o que pode ser trabalhoso e sujar a impressora a longo prazo.
Minha Experiência com o Vidro
Lembro-me de quando comecei com minha primeira Ender 3. A mesa de vidro se tornou minha melhor amiga depois de muita frustração com a superfície magnética flexível original que veio com a máquina (não era PEI, era uma espécie de adesivo texturizado). A consistência de uma mesa de vidro bem nivelada (com a ajuda de uma laca extra forte) era incomparável para minhas impressões de PLA. Aprendi que a chave era aplicar uma camada fina e uniforme de laca, esperar secar e só depois imprimir. A remoção era a parte chata, muitas vezes exigindo que eu esperasse a mesa esfriar completamente, às vezes colocando-a na geladeira por alguns minutos para aquela ‘liberação mágica’ que o choque térmico proporciona. Para PETG, eu geralmente usava uma fita kapton fina ou uma camada de cola PVA para evitar que o filamento grudasse demais no vidro e levasse pedaços do mesmo, algo que pode acontecer e não é nada agradável.
Superfície PEI Magnética: A Inovação Flexível
As superfícies PEI magnéticas ganharam imensa popularidade nos últimos anos, tornando-se o padrão em muitas impressoras 3D modernas. Elas combinam uma folha de PEI (Polyetherimide) com uma base magnética flexível, oferecendo uma experiência de impressão muito mais conveniente.
Vantagens da Superfície PEI Magnética
- Excelente Adesão: O PEI tem uma afinidade natural com diversos plásticos de impressão, como PLA, PETG, ABS e TPU. Com a temperatura correta, a adesão é forte durante a impressão, eliminando a necessidade de adesivos adicionais na maioria dos casos.
- Remoção Facilitada de Peças: Esta é, talvez, a maior vantagem. Após a impressão, basta remover a chapa flexível da base magnética e dobrá-la ligeiramente. A peça impressa se desprende com facilidade, sem a necessidade de espátulas agressivas, reduzindo o risco de danos à peça ou à superfície. Isso é um alívio para a economia de filamento, pois menos peças são danificadas na remoção.
- Preparação Mínima: Na maioria dos casos, apenas uma limpeza com álcool isopropílico é suficiente entre as impressões para manter a adesão ideal. Não há a preocupação com resíduos de cola ou laca.
- Aquecimento Rápido: As chapas de PEI são mais finas e têm menor massa térmica que o vidro, o que significa que aquecem e esfriam mais rapidamente, contribuindo para a otimização de tempo de impressão.
- Durabilidade Razoável: Embora não seja tão resistente a arranhões quanto o vidro, o PEI é bastante durável. Existem versões texturizadas que são mais resistentes a marcas e proporcionam um belo acabamento fosco na base da peça.
Desvantagens da Superfície PEI Magnética
- Custo Inicial Mais Alto: Um conjunto de chapa PEI e base magnética costuma ser mais caro que uma mesa de vidro. Se a chapa de PEI for danificada, a substituição também pode ser mais custosa.
- Vulnerabilidade a Arranhões e Danos: O PEI é um plástico e, como tal, pode ser arranhado por bicos descalibrados ou espátulas afiadas (embora o uso de espátulas seja minimizado pela flexibilidade). Excesso de força ao retirar as peças também pode danificar a superfície.
- Desgaste e Perda de Adesão: Com o tempo, o PEI pode perder parte de sua adesão, especialmente se não for limpo corretamente ou se for exposto a temperaturas muito altas por longos períodos. Arranhões profundos ou bolhas na superfície também afetam o desempenho. Em casos extremos, é necessário lixar levemente a superfície com lixa de grão muito fino ou, eventualmente, substituir a chapa.
- Sensibilidade a Marcas de Dedo/Óleo: Óleos da pele podem reduzir significativamente a adesão. É crucial evitar tocar a superfície de impressão com as mãos nuas e limpar regularmente com isopropílico.
- Nivelamento Crítico: Embora flexível, um nivelamento de cama preciso ainda é fundamental. Um bico muito próximo pode arrancar pedaços do PEI, enquanto um bico muito distante resulta em má adesão.
Minha Experiência com o PEI Magnético
Depois de um tempo, decidi investir em uma chapa de PEI texturizada para minha impressora principal. A mudança foi um divisor de águas! A facilidade de remover as peças era incrível: terminava a impressão, esperava a mesa esfriar um pouco e, com uma leve flexão, a peça se soltava. Nunca mais tive que lutar com espátulas ou me preocupar em quebrar um modelo recém-impresso. Para PLA e PETG, a adesão era perfeita sem nenhum adesivo extra. Para ABS, eu ocasionalmente usava um pouco de spray de laca, mas a maioria das vezes funcionava apenas com a temperatura correta e um controle de temperatura ambiente na impressora. A desvantagem que notei foi a sensibilidade a sujeiras; um toque acidental com um dedo oleoso significava que a área afetada teria problemas de adesão na próxima impressão, tornando a limpeza com álcool isopropílico uma rotina essencial.
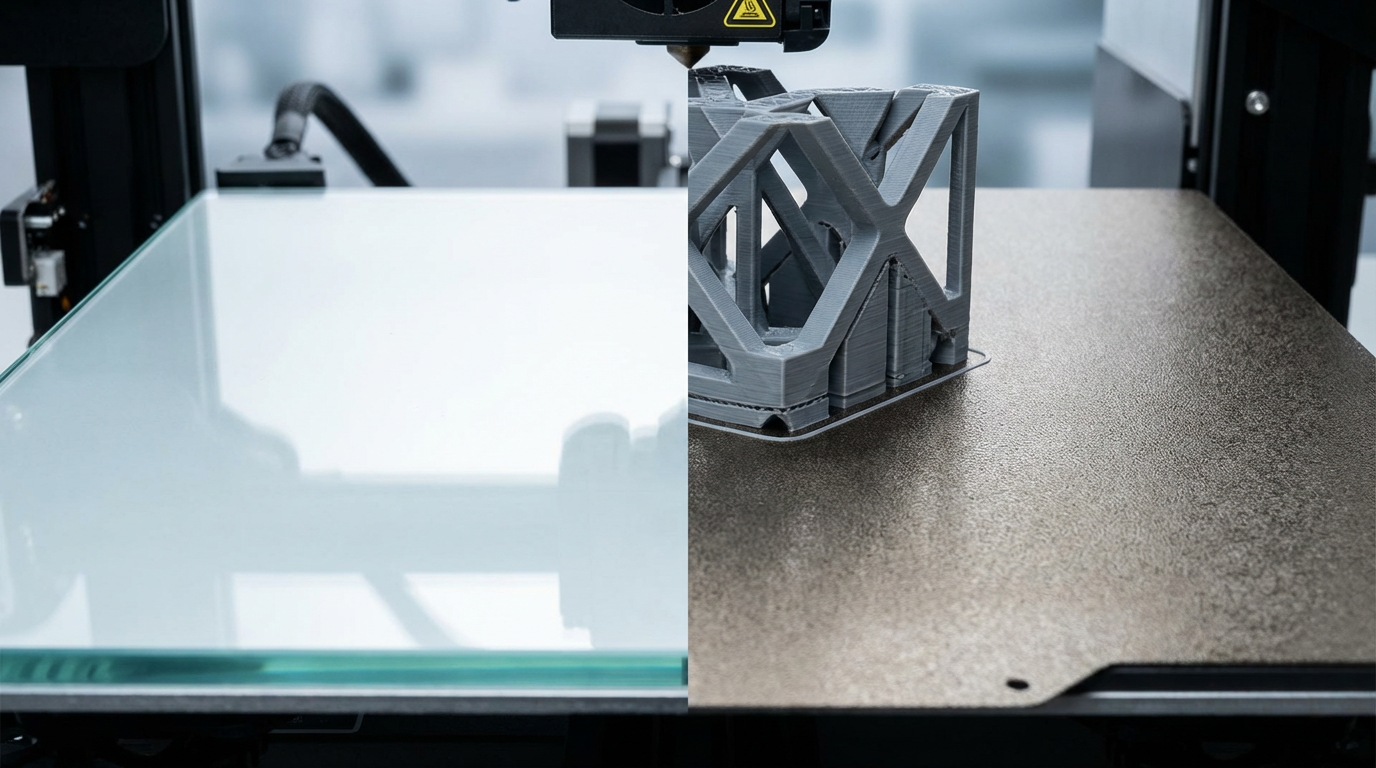
Comparativo Detalhado: Vidro vs. PEI Magnética
Para ajudar na sua decisão, compilei um comparativo detalhado das características mais importantes.
| Característica | Mesa de Vidro | Superfície PEI Magnética |
|---|---|---|
| Adesão de Filamento | Boa a Excelente com adesivos (laca, cola); Pobre sem. | Excelente para a maioria dos filamentos; Geralmente sem adesivos. |
| Remoção da Peça | Pode ser difícil, exige espátula ou choque térmico. | Fácil, basta flexionar a chapa metálica. |
| Nivelamento | Excelente estabilidade planar; Minimiza a necessidade de nivelamento de cama constante. | Boa, mas a flexibilidade exige bom nivelamento da base inferior. |
| Durabilidade | Muito alta; Resistente a arranhões e calor. Risco de quebra. | Boa; Suscetível a arranhões leves e desgaste superficial. |
| Custo | Baixo a Moderado. | Moderado a Alto. |
| Manutenção | Limpeza de adesivos periódica e re-aplicação. | Limpeza regular com álcool isopropílico. |
| Acabamento da Peça | Geralmente liso (sem adesivo) ou com textura do adesivo. | Liso (versões lisas) ou texturizado (versões texturizadas). |
Qual Escolher?
- Mesa de Vidro é Ideal Para:
- Usuários com orçamento limitado.
- Aqueles que imprimem predominantemente PLA e não se importam em usar adesivos.
- Quem busca uma superfície extremamente plana e durável para longas impressões.
- Quem valoriza um acabamento inferior liso para suas peças.
- Superfície PEI Magnética é Ideal Para:
- Usuários que buscam máxima conveniência e agilidade na remoção.
- Quem imprime uma variedade de filamentos (PLA, PETG, ABS, TPU) com boa adesão sem muitos extras.
- Aqueles dispostos a investir um pouco mais por uma experiência mais fluida.
- Quem quer minimizar a manutenção de impressora 3D relacionada à limpeza de resíduos de adesivos.
Dicas Essenciais para uma Primeira Camada Perfeita em Qualquer Plataforma
Independentemente da sua escolha, uma boa primeira camada é o segredo do sucesso. Aqui estão algumas dicas que aprendi ao longo dos anos:
1. Nivelamento Preciso da Mesa (Calibração de Mesa 3D)
Este é o ponto mais crítico. Um bico muito perto ou muito longe da cama irá arruinar sua impressão. Muitos tutoriais recomendam usar uma folha de papel de escritório para ajustar a distância, sentindo um leve arrasto. Algumas impressoras possuem nivelamento automático (ABL), mas mesmo estas se beneficiam de uma verificação manual ocasional. Minha recomendação é executar um teste de nivelamento com uma impressão de um quadrado grande ou vários quadrados pequenos nos cantos e no centro. Observe atentamente as linhas da primeira camada: elas devem estar ligeiramente achatadas e bem conectadas, mas não esmagadas.
2. Limpeza Impecável da Superfície
Poeira, óleos da pele, resíduos de adesivos antigos — tudo isso sabota a adesão. Para vidro, limpe com álcool isopropílico (90%+) ou água e sabão. Para PEI, álcool isopropílico é o rei. Limpas regularmente, as superfícies de PEI até recuperam parte da sua adesão perdida. É um passo simples que muitos negligenciam, resultando em peças que se soltam no meio da impressão. Para filamentos como filamento de madeira, que podem ser mais propensos a deformação (warping), um controle rigoroso da limpeza é ainda mais importante.
3. Temperatura Correta da Mesa Aquecida
Cada filamento (PLA, PETG, ABS, etc.) tem uma temperatura ideal para a mesa. Consulte as recomendações do fabricante do filamento. Geralmente:
- PLA: 50-65°C
- PETG: 70-85°C
- ABS: 90-110°C (requer muita adesão e ambiente fechado)
- TPU (Filamento Flexível): 40-60°C
Uma temperatura de mesa muito baixa impede a adesão, enquanto uma muito alta pode causar pé de elefante (elephant’s foot) ou deformação.
4. Ajustes no Fatiador (Slicer Settings)
O software fatiador (Cura, PrusaSlicer, Simplify3D) oferece configurações cruciais para a primeira camada:
- Altura da Primeira Camada: Uma altura um pouco maior (0.24mm em vez de 0.2mm) pode ajudar a compensar pequenas imperfeições no nivelamento e aumentar a área de contato.
- Largura da Linha da Primeira Camada: Aumentar a largura da linha (ex: 120-150% da largura normal) significa mais plástico na primeira camada e, consequentemente, mais adesão.
- Velocidade da Primeira Camada: Imprimir a primeira camada mais lenta (10-25 mm/s) dá ao filamento mais tempo para aderir à superfície. Uma configuração de fatiador otimizada é a chave para o sucesso.
- Raft, Brim ou Skirt:
- Skirt (Saia): Uma ou mais voltas ao redor do objeto que ‘primam’ o bico, garantindo que o filamento esteja fluindo corretamente antes de iniciar a peça. Não ajuda na adesão da peça.
- Brim (Borda): Linhas extras que se conectam à base da peça, aumentando a área de contato e prevenindo warping. Ideal para objetos com pequenas bases ou que tendem a levantar nos cantos.
- Raft (Raft): Uma camada sacrificial impressa sob a peça, criando sua própria superfície de impressão. Útil para materiais com alto warping ou bases irregulares, mas gasta mais filamento e pode deixar um acabamento inferior áspero.
5. Evite Correntes de Ar
Correntes de ar repentinas podem resfriar o filamento muito rapidamente, causando warping (deformação e descolamento dos cantos) especialmente com materiais como ABS ou PETG. Para problemas mais consistentes, você pode precisar de um gabinete para sua impressora. Mesmo um simples saco de lixo grande pode ajudar a manter a temperatura ambiente estável em impressoras abertas.
6. Cheque o Bico (Nozzle)
Um bico entupido ou com limpeza de bico nozzle deficiente pode causar extrusão inconsistente, resultando em uma primeira camada falha. Verifique se o bico está limpo e desobstruído. Para informações mais aprofundadas sobre isso, recomendamos uma leitura em Prusa3D sobre troca de bico de impressora 3D.
FAQ: Perguntas Frequentes sobre Plataformas de Impressão
H3 Posso usar laca ou cola bastão em uma superfície PEI magnética?
Sim, você pode, mas geralmente não é necessário e pode até ser contraproducente. O PEI por si só oferece excelente adesão para a maioria dos filamentos. Usar adesivos pode deixar resíduos na superfície PEI, que são mais difíceis de limpar do que no vidro, e podem, com o tempo, reduzir a eficácia do PEI. Se o PEI não estiver aderindo bem, verifique se está limpo (com álcool isopropílico) e se as temperaturas da mesa estão corretas antes de recorrer a adesivos.
H3 Com que frequência devo nivelar a mesa da minha impressora?
A frequência depende da sua impressora e do tipo de mesa. Impressoras mais robustas e mesas de vidro tendem a manter o nivelamento por mais tempo. No entanto, é uma boa prática verificar o nivelamento antes de cada impressão grande, ou a cada 3-5 impressões menores. Se você notar que a primeira camada está falhando consistentemente em certas áreas, o nivelamento é a primeira coisa a verificar. Impressoras com nivelamento automático (ABL) ainda se beneficiam de uma verificação manual inicial e de um ajuste fino ocasional.
H3 Qual a melhor temperatura de mesa para o filamento flexível (TPU) em PEI?
Para filamento flexível (TPU) em PEI, a temperatura da mesa varia, mas geralmente fica entre 40°C e 60°C. É crucial testar com o filamento específico que você está usando, pois a composição do TPU pode variar entre os fabricantes. Em muitos casos, o TPU adere muito bem ao PEI sem a necessidade de temperaturas elevadas, e evitar temperaturas muito altas facilita a remoção da peça devido à sua flexibilidade inerente. A chave é uma primeira camada perfeita e lenta para garantir boa adesão.
H3 Existe alguma plataforma de impressão que funcione com todos os tipos de filamento?
Não existe uma superfície “universal” que funcione perfeitamente com todos os filamentos, em todas as condições, sem nenhum ajuste. No entanto, as chapas de PEI magnéticas de dupla face (uma lisa e uma texturizada) se aproximam mais disso, oferecendo uma excelente versatilidade. A superfície lisa é ótima para PLA e alguns PETG, enquanto a texturizada é fantástica para PETG, ABS e até mesmo TPU, proporcionando um belo acabamento texturizado. Para materiais exóticos como filamento de madeira ou com fibras, o PEI ainda é uma ótima base, mas pode exigir ajustes finos de temperatura e velocidade.
H3 Minha peça não quer sair da mesa PEI após esfriar. O que fazer?
Se a sua peça não se desprende facilmente da chapa PEI após esfriar, algumas coisas podem estar acontecendo. Primeiro, certifique-se de que a mesa esfriou completamente (abaixo de 30°C). Às vezes, especialmente com PEI de alta qualidade, a adesão é tão boa que a peça realmente precisa de um choque térmico. Tente colocar a chapa na geladeira por 5-10 minutos. Se ainda assim não soltar, você pode estar imprimindo o bico muito próximo da cama, “esmagando” a primeira camada e dificultando a remoção. Revise seu nivelamento de cama. Também é possível que o PEI esteja excessivamente limpo ou ativado; para alguns filamentos, um leve “desengorduramento” intencional (tocando a superfície em uma extremidade com os dedos limpos) pode reduzir a adesão sem comprometer a impressão.
H3 Como posso prolongar a vida útil da minha chapa PEI magnética?
Para prolongar a vida útil da sua chapa PEI, siga estas práticas:
- Limpeza Regular: Use álcool isopropílico 90%+ a cada 2-3 impressões para remover óleos e resíduos.
- Evite Objetos Afiados: Não use espátulas de metal afiadas diretamente na superfície PEI para remover peças. A flexão da chapa deve ser suficiente.
- Nivelamento Correto: Evite que o bico raspe o PEI. Um bico muito baixo irá danificar a superfície.
- Não Super-aqueça: Embora o PEI resista a altas temperaturas, evite mantê-lo superaquecido por longos períodos sem necessidade.
- Armazene Planamente: Quando não estiver em uso ou se remover a chapa, armazene-a em uma superfície plana para evitar deformações.
Cuidar bem do seu PEI não só prolonga sua vida útil, mas também garante uma primeira camada perfeita consistente e menos problemas comuns de impressão.
Conclusão
A escolha entre mesa de vidro e superfície PEI magnética não tem uma resposta única. Ambas as plataformas oferecem vantagens distintas e podem proporcionar excelentes resultados, desde que você entenda suas especificidades e as otimize corretamente. A mesa de vidro brilha pela sua estabilidade, durabilidade e custo-benefício, exigindo um pouco mais de atenção com adesivos. Já a superfície PEI magnética se destaca pela conveniência, adesão consistente e facilidade de remoção, com um investimento inicial ligeiramente maior.
Minha recomendação pessoal, baseada em anos de tentativa e erro, é que se você busca a máxima praticidade e imprime uma variedade maior de filamentos, o PEI magnético é um investimento que vale a pena. Para iniciantes ou aqueles com orçamento mais restrito, o vidro com o uso correto de adesivos e um nivelamento de cama meticuloso, é uma opção fantástica. No final das contas, o mais importante é dominar as técnicas de preparação e calibração de mesa 3D, garantindo aquela primeira camada perfeita que tornará suas impressões 3D uma experiência muito mais satisfatória e produtiva.
No responses yet