A impressão 3D é um universo fascinante, mas todo entusiasta sabe que, junto com a magia de materializar ideias, vêm os desafios. Um dos mais persistentes, especialmente para novatos, é a remoção de suportes. Quem nunca passou horas lixando e cortando, apenas para descobrir que a peça final estava cheia de cicatrizes de guerra? E se eu te dissesse que existe uma solução elegante e eficaz que transforma essa dor de cabeça em um processo suave e quase sem esforço, com menos desperdício de material? Sim, estamos falando dos suportes orgânicos.
Aqui no One One Man, onde a gente gosta de descomplicar e ir direto ao ponto, exploramos as nuances de impressões 3D perfeitas e manutenção inteligente de equipamentos. Hoje, mergulharemos fundo nos suportes orgânicos. Eles representam uma verdadeira revolução na forma como lidamos com geometrias complexas, prometendo não só uma remoção mais fácil, mas também uma significativa economia de filamento e um acabamento superficial muito superior. Se você busca imprimir com mais confiança e menos retrabalho, este guia é para você.
Sumário
- O Que São Suportes Orgânicos e Por Que Usá-los?
- Benefícios Claros: Orgânicos vs. Suportes Tradicionais
- Como os Suportes Orgânicos Funcionam: Princípios e Geração
- Configurando Seu Fatiador: Um Guia Passo a Passo
- Melhores Práticas para Otimizar Adesão e Remoção
- Solucionando Problemas Comuns com Suportes Orgânicos
- Considerações Avançadas e Dicas Profissionais
- FAQ: Suportes Orgânicos na Impressão 3D
O Que São Suportes Orgânicos e Por Que Usá-los?
No universo da impressão 3D FDM (Fused Deposition Modeling), suportes são estruturas temporárias essenciais para imprimir peças com saliências ou pontes que desafiam a gravidade. Sem eles, essas partes simplesmente desmoronariam durante a impressão. Por muito tempo, os suportes tradicionais (linhas e grade) foram a norma, mas apresentavam sérias desvantagens: consumo excessivo de material, dificuldade de remoção e, frequentemente, marcas indesejadas na superfície da peça.
Definindo Suportes Orgânicos
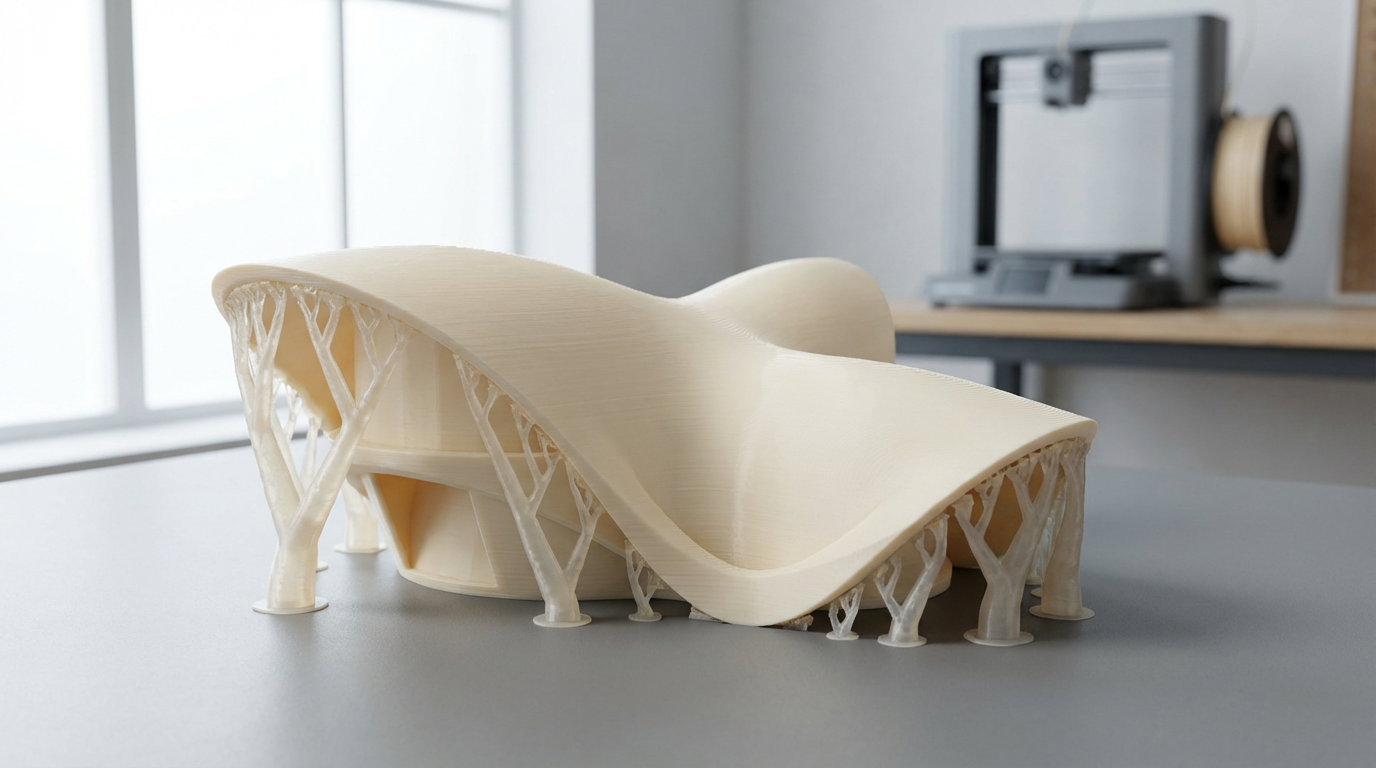
Os suportes orgânicos, também conhecidos como suportes em árvore (tree supports, em inglês), são uma abordagem mais inteligente e eficiente. Em vez de preencher todo o espaço abaixo da saliência com uma grade densa, eles criam uma estrutura ramificada, como galhos de árvores, que nascem da plataforma de impressão e se estendem apenas para as áreas que realmente precisam de apoio. Essa ‘inteligência’ permite que a peça seja suportada com o mínimo de material possível, otimizando tanto o filamento quanto o tempo de impressão.
A Vantagem Por Trás da Escolha
A principal razão para migrar para suportes orgânicos é clara: otimização. Imagine que você está imprimindo uma miniatura complexa com muitos detalhes salientes. Com suportes tradicionais, você criaria uma massa sólida de plástico sob cada curva e vértice, aumentando drasticamente o tempo de pós-processamento e a chance de danificar a peça ao tentar remover esses suportes. Com os orgânicos, o contato com a peça é minimizado, resultando em:
- Remoção Mais Fácil: Menos pontos de contato e uma estrutura menos densa significam que os suportes se desprendem com facilidade, muitas vezes apenas com um simples toque ou pinça leve.
- Superfícies Mais Limpas: A redução do contato evita as marcas e imperfeições que os suportes tradicionais deixam. Sua peça sairá da plataforma com um acabamento muito mais profissional.
- Economia de Filamento: Por serem mais ‘esparsos’ e focados apenas onde são realmente necessários, suportes orgânicos podem economizar até 30-50% de material em comparação com os convencionais. Isso se traduz em menos desperdício e mais dinheiro no seu bolso.
- Redução do Tempo de Pós-processamento: Menos lixamento, raspagem ou corte significa que sua peça está pronta para uso (ou pintura) muito mais rápido.
Benefícios Claros: Orgânicos vs. Suportes Tradicionais
Para entender a fundo o impacto dos suportes orgânicos, é crucial compará-los diretamente com os suportes tradicionais (linhas, grade, zig-zag). Eu, que já gastei incontáveis horas removendo supports de peças como ‘action figures’ e protótipos complexos, posso atestar que a diferença é noite e dia. Nos primórdios, a cada peça que exigia suporte, eu já me preparava psicologicamente para a etapa de ‘cirurgia pós-impressão’, que muitas vezes estragava um trabalho de horas.
Comparativo Detalhado: Suportes Orgânicos x Suportes Tradicionais
| Característica | Suportes Orgânicos (Tree Supports) | Suportes Tradicionais (Linhas, Grade) |
|---|---|---|
| Consumo de Filamento | Baixo a Moderado (economia de 30-50%) | Alto (preenche todo o volume de suporte) |
| Facilidade de Remoção | Muito Fácil (se desprende com pouco esforço) | Difícil a Muito Difícil (requer força e ferramentas) |
| Qualidade da Superfície Suportada | Excelente (mínimas marcas ou imperfeições) | Regular a Ruim (marcas visíveis, necessidade de pós-processamento) |
| Tempo de Pós-processamento | Mínimo | Significativo |
| Tempo de Impressão | Pode ser ligeiramente maior em casos específicos devido a movimentos mais complexos. | Geralmente menor para o suporte em si, mas o total da peça é impactado pela quantidade de material. |
| Estabilidade do Suporte | Boa (estrutura robusta na base, fina no topo) | Variável (depende da densidade e geometria) |
Como os Suportes Orgânicos Funcionam: Princípios e Geração
A mágica por trás dos suportes orgânicos reside em um algoritmo inteligente. Em vez de simplesmente detectar uma saliência e erguer uma parede de plástico abaixo dela, o software de fatiamento (como o Cura, PrusaSlicer ou Orca Slicer) analisa a geometria da peça e calcula o caminho mais eficiente, tanto em termos de suporte estrutural quanto de consumo de material, para chegar às áreas que precisam de apoio.
Os Pilares da Geração de Suportes Orgânicos
Basicamente, o processo se baseia em alguns princípios:
- Detecção de Saliências: O fatiador identifica todos os pontos da peça que excedem um determinado ângulo de inclinação (ângulo de saliência). Esse ângulo é uma configuração crucial que você pode ajustar. Quanto menor o ângulo, mais suportes serão gerados. Um ângulo típico varia entre 45 e 60 graus.
- Crescimento da Base para o Topo: As ‘árvores’ começam na plataforma de construção e se ramificam à medida que sobem, direcionando-se precisamente para os pontos de contato necessários na peça.
- Minimização de Contato: O algoritmo busca minimizar o número de pontos de contato e a área total de contato entre o suporte e a peça, garantindo uma remoção fácil e poucas marcas.
- Otimização de Caminho: As ramificações são criadas para serem robustas o suficiente para o peso da peça, mas finas o bastante para serem facilmente removíveis. Isso significa caminhos curvos e orgânicos, em vez de estruturas retas e rígidas.
O Papel do Software de Fatiamento
A evolução dos fatiadores foi fundamental para a popularização dos suportes orgânicos. Softwares como o Ultimaker Cura, por exemplo, avançaram muito desde sua implementação inicial dos tree supports. Hoje, eles oferecem parâmetros detalhados para controlar cada aspecto dos suportes, desde a densidade até o ângulo de ramificação e a distância entre o suporte e a peça. Segundo uma análise do All3DP de 2024, a Cura continua sendo um dos fatiadores mais robustos para essa funcionalidade, oferecendo uma vasta gama de ajustes.
Configurando Seu Fatiador: Um Guia Passo a Passo
Ativar e configurar suportes orgânicos é mais simples do que parece. Vamos usar o Ultimaker Cura como exemplo, pois é amplamente utilizado e possui uma implementação madura dessa funcionalidade.
1. Ativando os Suportes Orgânicos no Cura
- Abra a Peça: Carregue o modelo STL na sua área de trabalho do Cura.
- Seção ‘Suporte’: No painel de configurações à direita, localize e expanda a seção ‘Suporte’.
- Gerar Suporte: Marque a caixa ‘Gerar Suporte’.
- Padrão de Suporte: No dropdown ‘Padrão de Suporte’, selecione ‘Árvore’ (Tree).
2. Configurações Essenciais para Ajustar
Aqui estão os parâmetros que você realmente precisa entender para otimizar seus suportes orgânicos:
- Ângulo de Saliência do Suporte (Support Overhang Angle): Este é o ângulo máximo em que a impressora pode imprimir sem suporte. Valores comuns são 45 a 60 graus. Se sua peça tem inclinações mais suaves que 45 graus, talvez você não precise de suporte, ou o suporte será mínimo. Experimente começar com 50 graus.
- Distância Z do Topo/Base (Support Z Distance): Este é o espaçamento entre o topo do suporte e o fundo da peça. Uma pequena distância (0.1mm – 0.2mm) é crucial para uma remoção fácil. Se for muito pequena, o suporte pode grudar demais; se for muito grande, a parte suportada pode ficar ‘flutuando’ e deformar.
- Distância X/Y (Support X/Y Distance): A distância horizontal entre o suporte e a peça. Ajuda a garantir que o suporte não entre em contato lateral com a peça, facilitando a remoção. Um valor de 0.8mm a 1.0mm costuma funcionar bem.
- Densidade da interface do suporte (Support Interface Density): Esta configuração controla a densidade da camada de interface entre o suporte e a peça. Uma densidade maior resulta em uma superfície suportada mais lisa, mas exige um contato maior, dificultando a remoção. Para suportes orgânicos, uma densidade de 0 (desativada) ou muito baixa (ex: 10-20%) é frequentemente preferível, já que a estrutura em árvore por si só já oferece estabilidade, e queremos minimizar o contato para facilitar a remoção.
- Velocidade da interface do suporte (Support Interface Speed): A velocidade com que a impressora deposita a camada de interface. Velocidades mais baixas podem melhorar a qualidade, mas aumentam o tempo.
Melhores Práticas para Otimizar Adesão e Remoção
Apesar de o principal benefício dos suportes orgânicos ser a remoção facilitada, algumas práticas podem garantir que essa experiência seja ainda mais suave, sem comprometer a qualidade da impressão ou a tão importante adesão na plataforma.
1. Calibração da Primeira Camada
Assim como para qualquer impressão, uma primeira camada perfeita é fundamental. Para suportes orgânicos, isso é ainda mais crítico na base dos ‘galhos’. Certifique-se de que sua calibração de mesa 3D esteja impecável e que o nivelamento da cama esteja perfeito. Se a base do suporte não aderir bem, toda a estrutura pode falhar. Uma inspeção visual da primeira camada pode poupar horas de impressão.
2. Material Certo, Configuração Certa
Diferentes filamentos reagem de maneiras distintas. PLA geralmente se descola mais facilmente de seus suportes do que ABS ou PETG. Para ABS, que é mais aderente, você pode precisar aumentar ligeiramente a Distância Z do Suporte. Sempre ajuste as configurações do seu fatiador de acordo com o filamento que está usando.
3. Otimização do Material de Suporte
Se você tem uma impressora dual-extruder, considere usar materiais de suporte solúveis como PVA (para PLA) ou HIPS (para ABS). Embora não sejam suportes orgânicos no sentido literal, a combinação de uma estrutura orgânica com um material solúvel é o ápice da facilidade de remoção. O corpo principal do suporte ainda pode ser orgânico para economia de filamento, e apenas as camadas de interface usam o material solúvel.
4. Pós-processamento Mínimo
Ao remover, comece pelas bases mais largas e trabalhe seu caminho para os galhos menores. Use uma pinça de bico fino ou um bisturi de modelagem para delicadamente separar os pontos de contato restantes. A ideia é aplicar pouca força. Evite alicates grandes, que podem danificar sua peça.
Solucionando Problemas Comuns com Suportes Orgânicos
Mesmo com toda a inteligência, os suportes orgânicos podem apresentar desafios. Aqui estão alguns problemas comuns e suas soluções baseadas na minha experiência:
1. Suportes Grudando Demais na Peça
- Causa: Distância Z do Suporte muito pequena.
- Solução: Aumente gradualmente a ‘Distância Z do Topo’ no seu fatiador (ex: de 0.1mm para 0.2mm). Teste com incrementos de 0.05mm. Isso cria uma micro lacuna entre o suporte e a peça, facilitando a quebra da ligação.
- Causa: Densidade da interface do suporte muito alta.
- Solução: Se você estiver usando uma interface (que nem sempre é necessária com tree supports), reduza a sua densidade para 0 ou um valor muito baixo (10-20%).
2. Suportes Fracos ou Desmoronando
- Causa: Distância X/Y muito grande ou Ângulo de Saliência muito alto.
- Solução: Reduza levemente a ‘Distância X/Y do Suporte’ (ex: de 1.0mm para 0.8mm) para dar mais estabilidade lateral. Diminua o ‘Ângulo de Saliência do Suporte’ para gerar mais pontos de apoio.
- Causa: Velocidade de impressão muito alta para os suportes.
- Solução: Reduza a ‘Velocidade de Impressão do Suporte’. Suportes mais lentos tendem a ser mais fortes.
- Causa: Má adesão à plataforma.
- Solução: Verifique seu nivelamento de cama e a calibração da primeira camada. Considere aumentar a temperatura da mesa em 5-10°C ou usar um adesivo (spray de cabelo, cola bastão) se a base dos suportes estiver descolando.
3. Qualidade da Superfície Suportada Ruim
- Causa: Distância Z do Suporte muito grande.
- Solução: Se a superfície suportada estiver áspera ou sag (flácida), isso significa que a distância é muito grande e a camada de filamento não tem base suficiente para aderir. Reduza a ‘Distância Z do Topo’ (ex: de 0.2mm para 0.1mm).
- Causa: Resfriamento inadequado da área suportada.
- Solução: Certifique-se de que sua ventoinha de resfriamento de peça esteja funcionando bem e direcionada para a área. Filamentos como PLA se beneficiam muito de bom resfriamento para ponteamento e saliências.
Considerações Avançadas e Dicas Profissionais
Uma vez que você dominar as configurações básicas, há algumas técnicas mais avançadas para extrair o máximo dos seus suportes orgânicos, otimizando ainda mais o tempo e a qualidade.
1. Suportes Pintáveis (Paint-on Supports)
Muitos fatiadores modernos, como o PrusaSlicer e o Orca Slicer, oferecem a funcionalidade de ‘suportes pintáveis’. Isso permite que você selecione manualmente as áreas exatas onde os suportes devem ser gerados. É incrivelmente útil para modelos com geometrias complexas onde você precisa de controle granular, garantindo que os suportes apenas apareçam onde são estritamente necessários e não em áreas fáceis de imprimir sem eles. Isso resulta em maior economia de filamento e menos pós-processamento.
2. Suportes de Contato Otimizados
Entenda que existe um trade-off entre facilidade de remoção e qualidade da superfície. Para superfícies críticas, você pode sacrificar um pouco da facilidade de remoção ao diminuir ligeiramente a Distância Z do Suporte, o que resultará em maior lisura. Para áreas menos visíveis, aumente essa distância para uma remoção super fácil. É um equilíbrio que se aprende com a experiência.
3. Usando Suportes Manuais
Em alguns casos muito específicos, os suportes orgânicos gerados automaticamente podem não ser perfeitos. Você pode complementar ou até substituir os suportes automáticos com suportes manuais (blocos de suporte) em seu software de CAD ou no próprio fatiador. Isso permite que você crie estruturas de suporte personalizadas para pontos problemáticos, combinando a robustez dos suportes manuais com a eficiência dos orgânicos.
4. Ajustando Parâmetros Específicos para ‘Tree Supports’
No Cura, por exemplo, você encontrará configurações exclusivas para suportes em árvore, como ‘Diâmetro do Galho da Árvore’ (Tree Support Branch Diameter) e ‘Ângulo do Galho da Árvore’ (Tree Support Branch Angle). Experimentar esses valores pode influenciar a rigidez e a estética dos suportes. Diâmetros maiores tornam o suporte mais robusto, enquanto ângulos menores geram suportes mais ‘verticalizados’. Essas configurações são excelentes para ajustar a força do suporte. Lembre-se, documente seus testes para replicar os resultados!
5. Fusão com a Peça (Build Plate Adhesion)
Para modelos grandes que precisam de muita estabilidade, você pode experimentar aumentar levemente a ‘Densidade da Interface da Base do Suporte’ (Tree Support Branch Diameter and Density for Contact Areas) ou até mesmo ativar um ‘Brim’ para os suportes, que é uma borda extra na primeira camada que ajuda a evitar o descolamento da base da peça ou do próprio suporte durante a impressão.
FAQ: Suportes Orgânicos na Impressão 3D
Quando devo usar suportes orgânicos em vez dos tradicionais?
Você deve usar suportes orgânicos sempre que sua peça tiver saliências significativas (ângulos acima de 45-60 graus) e você se preocupar com a qualidade da superfície final ou com a economia de filamento. Eles são especialmente benéficos para modelos com geometrias complexas, figuras, protótipos com superfícies de contato delicadas, e em qualquer situação onde o pós-processamento precisa ser mínimo. Se a geometria for muito simples, com poucas e grandes saliências retilíneas, os suportes tradicionais podem funcionar, mas os orgânicos geralmente ainda superam em facilidade de remoção.
Os suportes orgânicos aumentam o tempo de impressão?
Em alguns casos, sim, os suportes orgânicos podem aumentar ligeiramente o tempo de impressão em comparação com os tradicionais. Isso ocorre porque o percurso da cabeça de impressão para construí-los é mais complexo, com mais movimentos e ramificações. No entanto, o tempo economizado no pós-processamento, a economia de filamento e a qualidade superior da peça final geralmente compensam esse pequeno aumento no tempo de impressão inicial.
Posso usar suportes orgânicos com todos os fatiadores e filamentos?
A maioria dos fatiadores modernos, como Ultimaker Cura, PrusaSlicer e Orca Slicer, oferece a opção de suportes orgânicos (tree supports). A funcionalidade pode variar em termos de profundidade das configurações disponíveis. Quanto aos filamentos, suportes orgânicos funcionam bem com a maioria dos materiais padrão como PLA, PETG, ABS, e TPU. No entanto, lembre-se de ajustar a ‘Distância Z do Topo’ e a ‘Distância X/Y’ de acordo com o material, pois alguns filamentos são mais pegajosos que outros (ABS e PETG tendem a aderir mais do que PLA).
Qual a melhor Distância Z para suportes orgânicos?
Não há um valor único que sirva para todas as impressoras e filamentos. No entanto, um bom ponto de partida para a ‘Distância Z do Topo’ (ou ‘Support Z Distance’) é entre 0.1mm e 0.2mm. Para filamentos como PLA, 0.1mm a 0.15mm pode funcionar bem para uma superfície mais lisa, enquanto para ABS ou PETG, 0.2mm pode ser preferível para facilitar a remoção. O ideal é testar diferentes configurações com sua impressora e filamento específicos usando um pequeno modelo de teste.
Como evitar que os galhos dos suportes orgânicos se quebrem durante a impressão?
Se os galhos dos seus suportes orgânicos estão quebrando, as principais causas são falta de adesão à mesa, velocidades de impressão muito altas, ou configurações de largura de linha ou altura da camada inadequadas para os suportes. Primeiramente,Garanta uma adesão excelente da primeira camada. Reduza a ‘Velocidade de Impressão do Suporte’ e aumente o ‘Diâmetro do Galho da Árvore’ nas configurações avançadas, se disponível no seu fatiador. Isso tornará a estrutura mais robusta. Ajustes no ‘Ângulo do Galho da Árvore’ também podem ajudar, criando galhos mais verticais e menos estressados.
Conclusão
Os suportes orgânicos representam um avanço significativo na impressão 3D, transformando uma das etapas mais frustrantes – a remoção de suportes – em um processo muito mais eficiente e agradável. Ao adotar essa tecnologia, você não apenas economizará filamento e tempo de pós-processamento, mas também elevará a qualidade das suas impressões, obtendo peças com superfícies mais limpas e profissionais.
Como vimos, a chave para o sucesso reside na compreensão de como esses suportes funcionam e na calibração adequada das configurações do seu fatiador. Comece com as dicas básicas, experimente com suas próprias peças e filamentos, e não tenha medo de ajustar os parâmetros até encontrar o equilíbrio perfeito para sua impressora. A jornada na impressão 3D é de constante aprendizado e experimentação, e dominar os suportes orgânicos é um passo crucial para se tornar um impressor 3D mais eficiente e com resultados de alta qualidade. Na One One Man, acreditamos que equipar você com esse conhecimento é fundamental para desbravar o potencial criativo da impressão 3D. Boas impressões!
No responses yet