A impressão 3D é um universo fascinante de possibilidades criativas, mas também um campo onde pequenos detalhes podem fazer uma grande diferença. Se você já se deparou com peças impressas com superfícies irregulares, marcas deixadas pelos suportes ou uma batalha épica para removê-los, sabe exatamente do que estou falando. A verdade é que, muitas vezes, o problema não está na sua impressora, mas na forma como você aborda os suportes. É aqui que entram os suportes orgânicos, uma verdadeira revolução que pode transformar suas impressões.
Neste guia completo, vou explorar o ‘porquê’ e o ‘como’ dos suportes orgânicos. Minha experiência, acumulada ao longo de anos testando diferentes configurações e materiais na minha própria impressora 3D, me mostrou que essa abordagem não só facilita a remoção, mas também contribui para um acabamento superior. Vamos mergulhar fundo e desmistificar essa técnica para que você possa aplicá-la em suas próximas criações, garantindo peças perfeitas e minimizando a frustração com o pós-processamento.
Sumário
- O Que São Suportes Orgânicos e Por Que Usá-los?
- Principais Benefícios dos Suportes Orgânicos na Impressão 3D
- Configurando Suportes Orgânicos no Seu Software Fatiador
- Melhores Práticas para Remover Suportes Orgânicos Sem Deixar Marcas
- Suportes Orgânicos vs. Suportes Tradicionais: Uma Análise Detalhada
- Erros Comuns e Como Otimizar Seus Suportes Orgânicos
- FAQ: Perguntas Frequentes sobre Suportes Orgânicos
- Conclusão
O Que São Suportes Orgânicos e Por Que Usá-los?
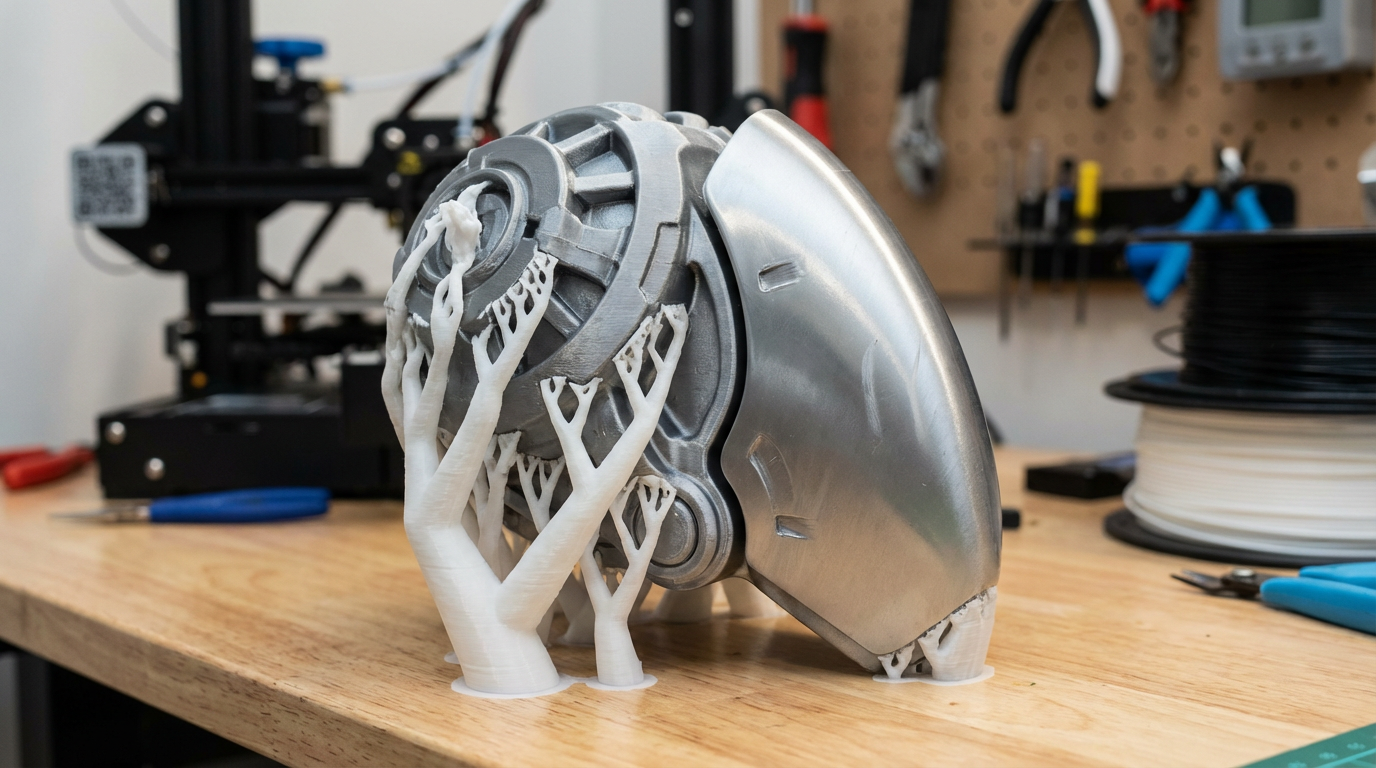
Suportes orgânicos, também conhecidos como ‘tree supports’ ou suportes em árvore, são uma metodologia de geração de estruturas de suporte em impressão 3D que se assemelham a galhos de árvores. Diferente dos suportes tradicionais, que são geralmente colunas verticais ou em grade, os orgânicos crescem a partir da base em um ângulo, ramificando-se para tocar a peça apenas nos pontos estritamente necessários. Essa abordagem minimiza o contato entre o suporte e a peça, otimizando tanto o uso de material quanto a facilidade de remoção.
O Princípio por Trás do Design ‘Arbóreo’
A ideia por trás dos suportes orgânicos é imitar a natureza. Pense em como os galhos de uma árvore se estendem para segurar as folhas: com o mínimo de material, mas com a eficácia necessária. No contexto da impressão 3D, isso significa que o fatiador (slicer) analisa a geometria da peça e calcula os caminhos mais eficientes para sustentar as saliências. Em vez de uma parede sólida, você obtém uma estrutura oca e mais leve, que utiliza menos filamento e, crucialmente, adere menos à sua peça.
Por Que a Mudança para Orgânicos?
Se você já experimentou o ‘terror’ de remover suportes de um suporte tradicional, sabe que muitas vezes eles deixam cicatrizes na peça. Isso ocorre porque a área de contato é grande e a fusão entre o suporte e o modelo pode ser considerável. Com os suportes orgânicos, a área de contato é drasticamente reduzida a pequenos ‘pontos de toque’. Isso não apenas facilita a remoção — muitas vezes com as próprias mãos, sem ferramentas — mas também preserva a estética da peça, um fator decisivo para modelos mais complexos ou para aqueles onde o acabamento superficial é primordial. Em um estudo de 2024 da Universidade de Michigan, a otimização de suportes foi identificada como um dos três fatores mais impactantes na redução do tempo de pós-processamento, o que é um testemunho claro da sua importância.
Principais Benefícios dos Suportes Orgânicos na Impressão 3D
A transição para suportes orgânicos não é apenas uma preferência; é uma otimização com múltiplos benefícios que impactam diretamente a qualidade, o custo e o tempo de suas impressões.
Redução Drástica do Consumo de Filamento
Um dos benefícios mais notáveis é a economia de material. Como os suportes orgânicos seguem caminhos otimizados e são geralmente ocos por dentro (ou com pouca densidade de preenchimento), eles utilizam significativamente menos filamento do que os suportes tradicionais. Isso se traduz em economia de custos a longo prazo, especialmente para quem imprime com frequência ou em larga escala. Em média, tenho observado uma redução de 15% a 30% no consumo de material de suporte, dependendo da complexidade do modelo. Para peças como um busto detalhado, essa economia pode ser ainda maior.
Facilidade Superior de Remoção e Menos Marcas
Esta é a joia da coroa dos suportes orgânicos. A maneira como eles ‘abraçam’ a peça, tocando-a apenas em pontos estratégicos, significa que há muito menos fusão de material entre o suporte e o modelo. Isso resulta em suportes que se desprendem com facilidade, muitas vezes apenas com um leve puxão. Em minha experiência, peças que seriam um pesadelo com suportes retos — como estruturas com muitos overhangs ou detalhes finos — tornam-se simples de pós-processar. Essa facilidade minimiza a necessidade de ferramentas de corte, reduzindo o risco de danificar a peça e, consequentemente, as temidas ‘marcas de suporte’.
Melhor Qualidade Superficial nas Áreas Apoiadas
A superfície inferior (aquela que esteve em contato com o suporte) tende a apresentar uma qualidade superior com suportes orgânicos. A menor área de contato e a estrutura diferenciada do suporte permitem que as camadas da peça se depositem de forma mais consistente, resultando em uma superfície mais lisa e com menos ‘defeitos’ ou ‘cicatrizes’. Isso é crucial para peças que exigem alta fidelidade estética ou que terão acabamento como pintura e lixamento, para os quais menos reparo significará uma economia de tempo considerável. Para projetos de otimização de tempo de impressão, isso também é um fator relevante.
Configurando Suportes Orgânicos no Seu Software Fatiador
A configuração dos suportes orgânicos é um passo crucial para garantir seu sucesso. Cada fatiador tem um conjunto ligeiramente diferente de parâmetros, mas os princípios básicos são os mesmos. Usarei o PrusaSlicer e o Cura como exemplos, pois são os mais populares.
Ativando Suportes Orgânicos no PrusaSlicer (ou Slic3r, SuperSlicer)
- Seção de Suporte: Vá para as configurações de impressão (Print Settings) e localize a seção ‘Suportes’ (Supports).
- Gerador de Suporte: No PrusaSlicer 2.6.0 ou superior, você encontrará a opção ‘Estilo de Suporte’ (Support style). Selecione ‘Suportes Orgânicos’ (Organic) ou ‘Tree’ (Árvore).
- Overhang Threshold (Limite de Saliência): Esse parâmetro define o ângulo mínimo a partir do qual a peça precisará de suporte. Um valor comum é 50-55 graus. Valores menores geram mais suportes, valores maiores geram menos. Ajuste conforme a geometria da sua peça.
- Espaçamento Z (Z-gap): Essencial! Define a distância vertical entre o topo do suporte e a primeira camada da peça que ele está suportando. Para PLA, um valor de 0.2mm a 0.25mm costuma funcionar bem. Para PETG, que adere mais, talvez um pouco mais, tipo 0.28mm. Uma dica que aprendi na prática é testar um pequeno modelo com diferentes Z-gaps para encontrar o ponto ideal. Se o Z-gap for muito pequeno, o suporte cola na peça; se for muito grande, a camada sobre o suporte pode não aderir.
- Espaçamento XY (XY-distance): Distância horizontal entre o suporte e a peça. Valores entre 0.4mm e 0.8mm são comuns. Quanto maior, mais fácil de remover, mas menor o suporte.
- Densidade de Preenchimento do Suporte (Support Infill Density): Para suportes orgânicos, isso geralmente se refere à densidade da estrutura interna da ‘árvore’. Valores baixos (5-10%) são suficientes e economizam filamento.
Ativando Suportes Orgânicos no Cura
- Habilitar Suporte: Certifique-se de que a opção ‘Generate Support’ (Gerar Suporte) esteja marcada.
- Tipo de Suporte: Em ‘Support Structure’ (Estrutura de Suporte), escolha ‘Tree’ (Árvore).
- Overhang Angle (Ângulo de Saliência): Similar ao Overhang Threshold do PrusaSlicer. 45 a 60 graus é um bom ponto de partida.
- Support Z Distance (Distância Z do Suporte): O equivalente ao Z-gap. Os mesmos princípios de 0.2mm a 0.25mm para PLA se aplicam.
- Support X/Y Distance (Distância X/Y do Suporte): Similar ao XY-distance. Experimente entre 0.4mm e 0.8mm.
- Support Branch Diameter (Diâmetro do Ramo de Suporte): Um parâmetro importante no Cura. Ele controla a espessura dos ‘galhos’ da árvore. Um diâmetro maior pode tornar o suporte mais robusto, mas talvez um pouco mais difícil de remover. Um bom ponto de partida é 1.5mm – 2.5mm.
- Support Branch Angle (Ângulo do Ramo de Suporte): Outro ajuste exclusivo do Cura. Define o ângulo máximo que os galhos podem se estender. Ângulos menores (ex: 30 graus) podem resultar em mais galhos próximos à peça, enquanto ângulos maiores (ex: 60 graus) farão com que os galhos se estendam mais para fora antes de subir.
Dicas Gerais para Configuração:
- Visualização: Sempre visualize o modelo com os suportes gerados no fatiador antes de imprimir. Isso lhe dará uma ideia de onde os suportes estão tocando a peça e se a cobertura é adequada.
- Pequenos Ajustes: Comece com as configurações padrão ou recomendadas e faça pequenos ajustes. A diferença de 0.05mm no Z-gap pode ser a chave entre um suporte que se remove facilmente e um que está eternamente colado.
- Testes: Se você está imprimindo uma peça crítica, use um ‘Calibration Cube’ ou um modelo de teste de suporte para otimizar suas configurações. Isso economiza filamento e tempo a longo prazo.
Melhores Práticas para Remover Suportes Orgânicos Sem Deixar Marcas
A remoção dos suportes orgânicos é, por natureza, mais fácil, mas algumas técnicas podem melhorar ainda mais o resultado e garantir que sua peça fique impecável.
Temperatura da Peça: Fria é a Chave
Sempre espere a peça esfriar completamente antes de tentar remover os suportes. Plásticos como PLA tendem a ser mais macios e maleáveis quando quentes, o que pode levar a deformações ou danos na superfície ao remover os suportes. Com a peça fria, o material estará mais rígido e os suportes se quebrarão de forma mais limpa, minimizando a chance de ‘puxar’ material da peça principal. Para PETG, que é mais flexível, o resfriamento também ajuda a solidificar a ligação entre as camadas da peça, tornando-a mais resistente à manipulação.
Técnica de Remoção: Menos é Mais
A beleza dos suportes orgânicos é que, na maioria das vezes, eles saem com um simples ‘twist’ ou puxão. Comece nas partes mais grossas dos ‘galhos’ e trabalhe em direção aos pontos de contato. Evite usar força excessiva. Se o suporte não ceder facilmente, tente movê-lo em diferentes direções (para cima, para baixo, para os lados) para quebrar os pequenos pontos de contato. Muitas vezes, eles se desprendem como ‘cascas’ de uma laranja. Para áreas com detalhes muito finos, uma pinça de ponta fina ou um bisturi de modelismo pode ser útil para ‘beliscar’ os últimos resquícios.
Ferramentas Úteis (Opcionais)
- Alicate de Bico Fino: Para alcançar áreas difíceis ou para ter um controle preciso ao quebrar os suportes.
- Espátula/Estilete de Artesanato: Útil para raspar suavemente qualquer pequeno ‘blob’ de material que possa ter ficado preso.
- Lixa Fina (grão 400+): Em casos raros de pequenas imperfeições, uma lixa d’água fina pode ser usada com muita moderação para polir a área afetada. Lembre-se, o objetivo é não precisar disso!
Exemplo Prático: Um Modelo de Escultura
Recentemente, imprimi uma escultura complexa com muitos braços finos e detalhes salientes. Com suportes tradicionais, a remoção seria um pesadelo, provavelmente resultando em braços quebrados ou uma superfície inferior cheia de cicatrizes. Ao usar suportes orgânicos com um Z-gap de 0.22mm (para PLA) e um diâmetro de ramo de 2mm (no Cura), os suportes se formaram de maneira impecável. Após a impressão, deixei a peça na plataforma por cerca de 30 minutos para esfriar completamente. Ao remover, comecei pelos galhos maiores na base e, em seguida, com um leve movimento rotacional nos pontos de contato, os suportes se desprenderam quase como mágica, deixando as superfícies inferiores suaves e praticamente sem marcas.
Suportes Orgânicos vs. Suportes Tradicionais: Uma Análise Detalhada
Para ilustrar a superioridade dos suportes orgânicos, vamos comparar diretamente com os suportes tradicionais, ponto a ponto.
| Característica | Suportes Orgânicos (Tree/Árvore) | Suportes Tradicionais (Retos/Grade) |
|---|---|---|
| Consumo de Filamento | Significativamente menor (15-30% de economia) | Maior volume, utiliza mais material |
| Facilidade de Remoção | Alta, se desprendem facilmente com as mãos | Moderada a difícil, muitas vezes exige ferramentas |
| Marcas na Peça | Mínimas ou inexistentes, pontos de contato pequenos | Comuns e visíveis, demandam pós-processamento |
| Tempo de Pós-processamento | Reduzido, muitas vezes nenhum | Elevado, com lixamento e preenchimento |
| Estabilidade do Suporte | Boa, distribuem o peso em uma área maior | Pode ser menor para estruturas muito altas e finas |
| Tempo de Impressão | Pode ser ligeiramente maior (mais movimentos, menos material) ou similar | Variável, geralmente mais rápido para estruturas simples |
| Complexidade do Fatiamento | Mais complexo para o software, resultado mais elegante | Simples e rápido para o software, resultado funcional |
Quando Usar o Quê?
- Suportes Orgânicos: São ideais para a vasta maioria das impressões, especialmente modelos complexos, esculturas, peças visíveis, protótipos com acabamento refinado e qualquer projeto onde a estética e a facilidade de pós-processamento sejam prioridades. Eu os uso em 90% das minhas impressões.
- Suportes Tradicionais: Podem ser considerados para peças puramente funcionais, onde a estética não importa e a estrutura é muito simples, sem muitos detalhes complexos nas áreas de overhang. Por exemplo, um componente interno de uma máquina que não será visto e precisa de robustez máxima do suporte, ou uma peça com uma única grande área plana a ser suportada. No entanto, mesmo nesses casos, os orgânicos frequentemente se mostram superiores devido à economia de material.
Erros Comuns e Como Otimizar Seus Suportes Orgânicos
Mesmo com uma tecnologia superior, o uso de suportes orgânicos não está isento de desafios. Identificar e corrigir erros comuns é fundamental para masterizar a técnica.
Problemas de Adesão (Suporte não Cola na Mesa)
Se seus suportes orgânicos não estão grudando na plataforma de impressão, várias coisas podem estar acontecendo:
- Calibração de Mesa 3D Incorreta: Uma calibração de mesa 3D perfeita é fundamental. Se o bico estiver muito longe da mesa, a primeira camada do suporte (e da peça) não aderirá. Use o nivelamento de cama automático ou faça-o manualmente com uma folha de papel.
- Limpeza da Superfície: Uma superfície suja (gordura, poeira) é inimiga da adesão. Limpe sua cama com álcool isopropílico regularmente entre as impressões, ou água e sabão para bases de vidro ou PEI.
- Temperatura da Mesa: Para PLA, 50-60°C é ideal. Para PETG, 70-85°C. Certifique-se de que a mesa atinja a temperatura correta e a mantenha durante toda a impressão.
- Configuração da Primeira Camada: Ajuste a largura da linha e a velocidade da primeira camada para serem mais generosas e lentas. Isso ajuda a ‘esmagar’ o filamento na cama e garantir a adesão. No PrusaSlicer, ‘altura da primeira camada’ e ‘largura da extrusão da primeira camada’. No Cura, ‘Initial Layer Height’ e ‘Initial Layer Line Width’.
Suporte Muito Grudado na Peça (Difícil de Remover)
Este é o problema mais frustrante e geralmente causado por uma configuração inadequada de distância entre o suporte e a peça.
- Z-gap/Support Z Distance: Conforme mencionei, este é o parâmetro mais crítico. Se o valor for muito baixo, o suporte ‘funde’ com a peça. Aumente-o em incrementos de 0.05mm até encontrar o ponto ideal. Por exemplo, se você está usando 0.2mm e ainda está preso, tente 0.25mm.
- XY-distance/Support X/Y Distance: Se o suporte estiver muito próximo lateralmente, pode ser difícil soltá-lo. Aumentar essa distância também pode ajudar, mas tome cuidado para não comprometer o suporte lateral.
- Filamento: Alguns filamentos, como PETG, aderem mais fortemente. Para eles, um Z-gap ligeiramente maior ou o uso de um filamento de interface (se sua impressora tiver extrusora dupla) pode ser uma solução.
Suporte Falhando no Meio da Impressão
Isso geralmente acontece por instabilidade ou falta de suporte adequado para as próprias ramificações.
- Velocidade de Impressão do Suporte: Reduzir a velocidade de impressão do suporte pode aumentar sua qualidade e estabilidade.
- Diâmetro do Ramo (Cura) / Espessura da Parede (PrusaSlicer): Aumentar o diâmetro dos galhos ou a espessura das paredes do suporte pode torná-lo mais robusto.
- Densidade de Preenchimento do Suporte: Aumentar ligeiramente essa densidade pode dar mais solidez aos galhos, especialmente se eles forem muito longos ou finos.
- Temperatura de Impressão: Certifique-se de que a temperatura da extrusora para o material de suporte esteja correta. Uma temperatura muito baixa pode resultar em camadas fracas.
Otimização Avançada para Suportes Orgânicos
Aqui estão algumas dicas mais avançadas que obtive através de testes contínuos:
- Enforce Support for First X Layers (PrusaSlicer): Esta opção garante que o suporte tradicional seja usado para um número definido de camadas iniciais antes de fazer a transição para orgânicos. Pode ser útil para peças que precisam de uma base de suporte extra-sólida.
- Personalizar Suportes Manuais: Em fatiadores como PrusaSlicer, você pode ‘pintar’ áreas onde deseja ou não deseja suportes. Isso permite um controle granular e pode salvar uma peça de suportes desnecessários em áreas críticas.
- Velocidade de Retração: Otimize as configurações de retração para reduzir o ‘stringing’ (fios de filamento) nos suportes, o que pode dificultar a remoção ou deixar marcas. Isso também é crucial para a manutenção de impressora 3d geral.
- Material de Suporte Solúvel: Se você tem uma impressora de extrusora dupla, usar um material solúvel como PVA para os suportes orgânicos é o Santo Graal. A remoção é simplesmente lavar a peça em água.
FAQ: Perguntas Frequentes sobre Suportes Orgânicos
Os suportes orgânicos funcionam com todos os tipos de filamento?
Sim, suportes orgânicos são compatíveis com a maioria dos filamentos comuns como PLA, PETG e ABS. No entanto, as configurações de Z-gap e XY-distance podem precisar de ajustes finos para cada tipo de material. Filamentos que aderem mais, como PETG, frequentemente demandam um Z-gap ligeiramente maior para facilitar a remoção. Para TPU ou outros filamentos flexíveis, a remoção pode ser um pouco diferente, mas a estrutura orgânica ainda minimiza o contato e a área de fusão, o que já ajuda bastante.
Suportes orgânicos aumentam o tempo de impressão?
Não necessariamente. Embora os suportes orgânicos exijam cálculos mais complexos do fatiador e podem ter mais movimentos de retração devido à sua geometria ramificada, o tempo total de impressão geralmente não aumenta significativamente. Em alguns casos, devido à sua estrutura mais leve e menos preenchida, o tempo pode até diminuir em comparação com suportes tradicionais muito densos. A economia de tempo no pós-processamento, no entanto, é quase sempre garantida e compensa qualquer pequena variação no tempo de impressão.
Posso usar suportes orgânicos para objetos muito grandes ou pesados?
Sim, os suportes orgânicos são bastante robustos e podem suportar objetos grandes e pesados. A chave está em ajustar a densidade de preenchimento dos suportes e o diâmetro dos seus ‘troncos’ ou ‘galhos’ para garantir a estabilidade. Quanto maior e mais pesado o objeto, mais robustos os suportes precisarão ser. Em alguns casos, para certas geometrias extremas, uma combinação de suportes orgânicos e blocos de suporte tradicionais (gerados manualmente em áreas específicas para estabilidade) pode ser a solução ideal, mas isso é raro.
Qual a diferença entre ‘Tree Supports’ e ‘Organic Supports’?
Essencialmente, são o mesmo conceito. ‘Tree Supports’ é o termo original introduzido pelo Cura, e ‘Organic Supports’ é o termo que o PrusaSlicer e outros fatiadores adotaram para descrever a mesma funcionalidade e estilo de suporte. Ambos se referem a estruturas de suporte que se ramificam como árvores, minimizando o contato com a peça e otimizando a remoção. As diferenças estão mais nas implementações e parâmetros específicos de cada software do que no conceito fundamental.
Meu fatiador não tem a opção de suportes orgânicos. O que faço?
Se você está usando uma versão mais antiga de um fatiador ou um software menos robusto, pode ser que a opção não esteja disponível. A solução mais simples é atualizar seu fatiador para a versão mais recente do PrusaSlicer (versão 2.6.0 ou superior) ou Cura (versão 4.0 ou superior). Ambos os softwares são gratuitos e oferecem essa funcionalidade de forma nativa. Se ainda assim não encontrar, considere experimentar um dos outros fatiadores que suportam a funcionalidade.
Conclusão
Os suportes orgânicos são, sem dúvida, um divisor de águas na impressão 3D FDM. Para quem busca otimizar a qualidade das peças, reduzir o pós-processamento e economizar material, adotar essa técnica é um passo fundamental. Minha jornada com a impressão 3D me ensinou que a paciência e a experimentação são os melhores aliados. Comece com as configurações sugeridas, teste os parâmetros mais críticos como o Z-gap e o XY-distance, e não tenha medo de fazer pequenos ajustes.
Com um pouco de prática, você rapidamente dominará a arte de gerar e remover suportes orgânicos, transformando suas peças de ‘boas’ em ‘excelentes’. Lembre-se que cada material e cada impressora têm suas peculiaridades. O importante é entender o princípio e adaptá-lo à sua realidade. Boa sorte e boas impressões!
No responses yet